

1. Характеристики спеціальних прецизійних екструзійних матеріалів з алюмінію та алюмінієвих сплавів
Цей тип продукції має особливу форму, тонку стінку, невелику вагу та дуже суворі вимоги до допусків. Такі вироби зазвичай називають прецизійними (або надточними) профілями (трубами) з алюмінієвих сплавів, а технологію виробництва таких виробів називають прецизійною (або надточною) екструзією.
Основними особливостями спеціальних прецизійних (або надточних) екструзійних виробів з алюмінієвих сплавів є:
(1) Існує багато різновидів, невеликих партій, і більшість з них є спеціалізованими екструзійними матеріалами, які використовуються майже у всіх сферах життя та всіх аспектах життя людей, включаючи всі екструзійні вироби, такі як труби, прутки, профілі та дроти, що містять різні сплави та стани. Через малий поперечний переріз, тонку товщину стінки, легку вагу та невеликі партії, зазвичай нелегко організувати виробництво.
(2) Складні форми та спеціальні контури, здебільшого фасонні, плоскі, широкі, крилоподібні, зубчасті, пористі профілі або труби. Площа поверхні на одиницю об'єму велика, а технологія виробництва складна.
(3) Широке застосування, спеціальні експлуатаційні та функціональні вимоги. Для задоволення вимог використання продукту було обрано багато станів сплавів, що охоплюють майже всі сплави від 1××× до 8××× та десятки станів обробки, з високим технічним складом.
(4) Вишуканий зовнішній вигляд і тонка товщина стінки, зазвичай менше 0,5 мм, деякі навіть досягають близько 0,1 мм, вага на метр становить лише від кількох грамів до десятків грамів, але довжина може сягати кількох метрів або навіть сотень метрів.
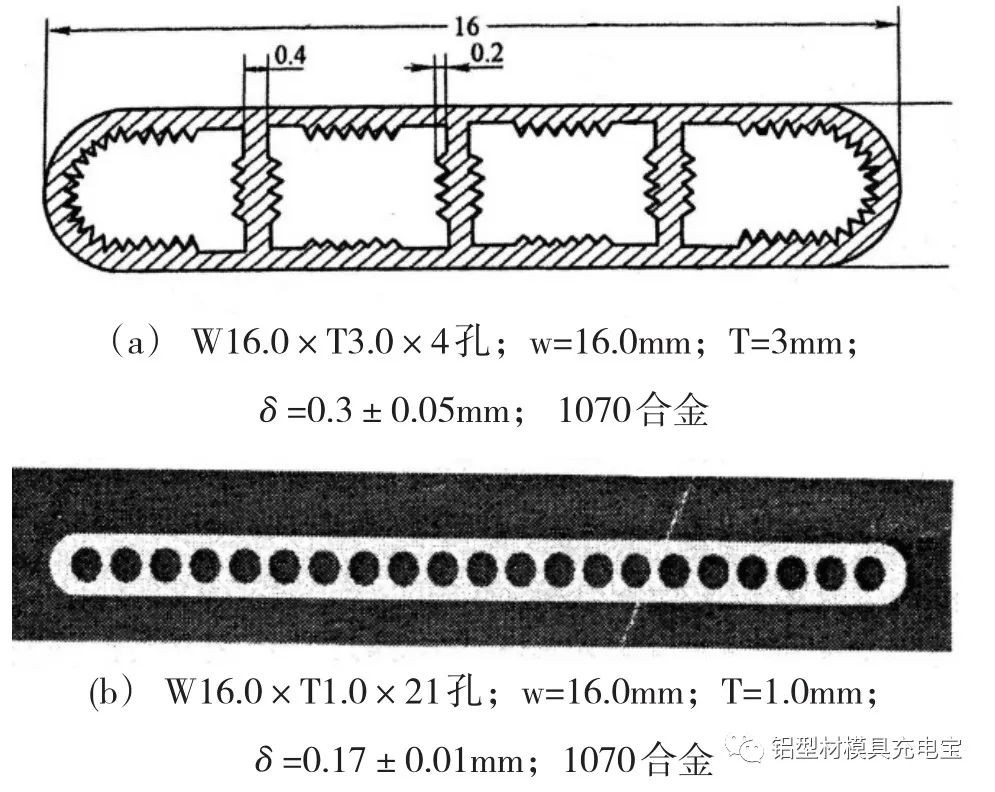
5) Вимоги до точності розмірів та геометричних допусків профілю дуже суворі. Загалом, допуски для прецизійних профілів з алюмінієвих сплавів малого розміру більш ніж удвічі вищі, ніж допуски для спеціальних класів у стандартах JIS, GB та ASTM. Допуск товщини стінки для профілів з алюмінієвих сплавів загальної точності повинен бути в межах від ±0,04 мм до 0,07 мм, тоді як допуск розміру профілю для надточних профілів з алюмінієвих сплавів може сягати ±0,01 мм. Наприклад, вага прецизійного алюмінієвого профілю, що використовується для потенціометра, становить 30 г/м, а діапазон допусків розміру профілю становить ±0,07 мм. Допуск розміру поперечного перерізу прецизійних алюмінієвих профілів для ткацьких верстатів становить ±0,04 мм, кутове відхилення менше 0,5°, а ступінь вигину становить 0,83×L. Іншим прикладом є високоточна надтонка плоска труба для автомобілів, шириною 20 мм, висотою 1,7 мм, товщиною стінки 0,17±0,01 мм та 24 отворами, що є типовими надточними профілями з алюмінієвого сплаву.
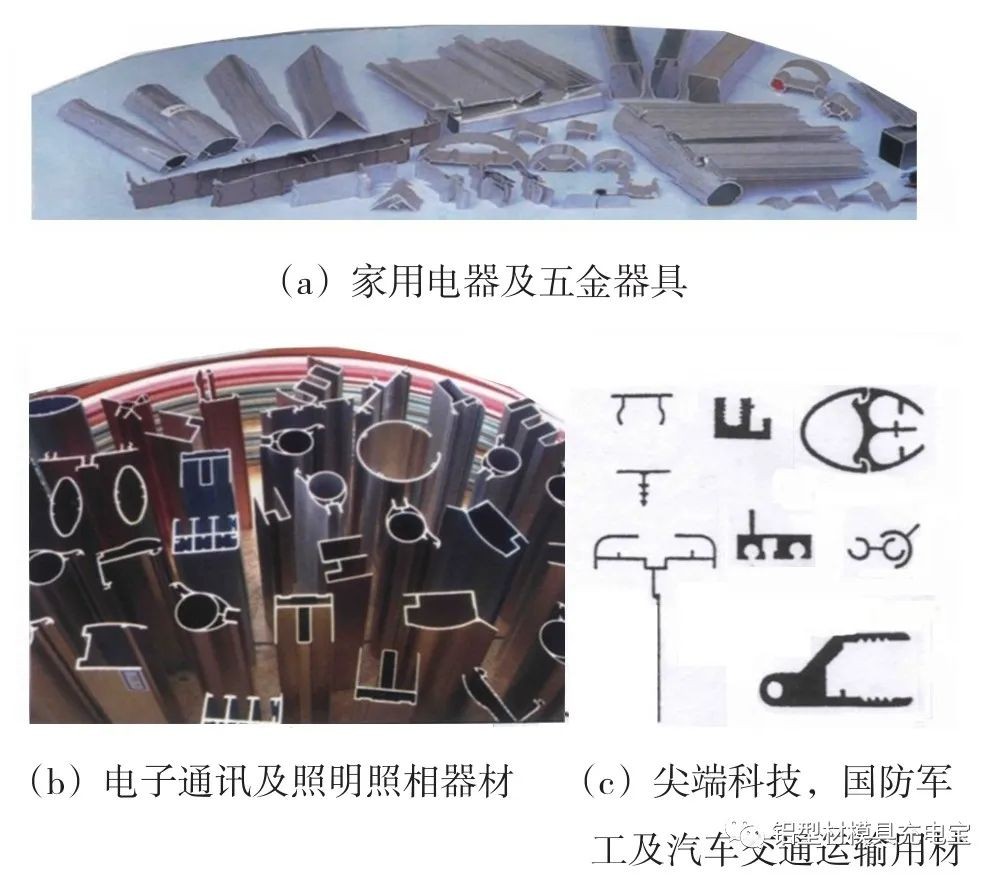
(6) Він має високий технічний склад і дуже складний у виробництві, а також має особливі вимоги до екструзійного обладнання, інструментів, заготовок та виробничих процесів. На рисунку 1 наведено приклад перерізу деяких невеликих прецизійних профілів з алюмінієвого сплаву.
2. Класифікація спеціальних прецизійних екструзійних матеріалів з алюмінієвих сплавів
Прецизійні або надточні екструзії з алюмінієвих сплавів широко використовуються в електронних приладах, комунікаційному обладнанні та передовій науці, національній оборонній та військовій промисловості, прецизійних механічних приладах, обладнанні слабкого струму, аерокосмічній та ядерній промисловості, енергетиці та потужностях, підводних човнах та кораблях, автомобілях та транспортних засобах, медичному обладнанні, апаратних засобах, освітленні, фотографії та електронних приладах. Загалом, прецизійні або надточні екструзії з алюмінієвих сплавів можна розділити на дві категорії за їхніми зовнішніми характеристиками: перша категорія - це профілі з малими розмірами. Цей тип профілю також називається надмалим профілем або міні-профілем. Його загальний розмір зазвичай становить лише кілька міліметрів, мінімальна товщина стінки менше 0,5 мм, а вага одиниці - від кількох грамів до десятків грамів на метр. Через їхній малий розмір зазвичай вимагаються жорсткі допуски. Наприклад, допуск розмірів поперечного перерізу менше ±0,05 мм. Крім того, вимоги до прямолінійності та кручення екструдованих виробів також дуже суворі.
Інший тип – це профілі, які не мають дуже малого поперечного перерізу, але потребують дуже суворих допусків на розміри, або профілі, які мають складну форму поперечного перерізу та тонку товщину стінки, хоча розмір поперечного перерізу великий. На рисунку 2 показано трубу спеціального профілю (промисловий чистий алюміній), екструдовану японською компанією на горизонтальному гідравлічному пресі 16,3 МН зі спеціальною розрізною матрицею для конденсатора автомобільного кондиціонера. Складність екструзійного формування цього типу профілю не менша, ніж у попереднього типу надмалого профілю. Екструдовані профілі з великим розміром перерізу та дуже суворими вимогами до допусків вимагають не лише передової технології проектування прес-форм, але й суворої технології управління всім виробничим процесом від заготовки до готового виробу.
З початку 1980-х років, завдяки практичному застосуванню технології безперервної екструзії Conform та розвитку промислових технологій, екструзія малих та надмалих профілів швидко розвивалася. Однак, через різні причини, такі як обмеження обладнання, вимоги до якості продукції та досягнення в технології екструзії, виробництво малих профілів на звичайному екструзійному обладнанні все ще становить значну частку. На рисунку 2 показано прецизійні профілі екструзії, отримані за допомогою звичайних розрізних штампів. Термін служби прес-форми (особливо міцність та зносостійкість шунтуючого моста та серцевини прес-форми) та потік матеріалу під час екструзії стають основними факторами, що впливають на її виробництво. Це пояснюється тим, що під час екструзії профілю розмір серцевини прес-форми невеликий, а форма складна, а міцність та зносостійкість є важливими факторами, що впливають на термін служби прес-форми. Термін служби прес-форми безпосередньо впливає на собівартість виробництва. З іншого боку, багато прецизійних профілів мають тонкі стінки та складні форми, а потік матеріалів під час процесу екструзії безпосередньо впливає на форму та точність розмірів профілів.
Щоб запобігти потраплянню оксидної плівки та олії на поверхні заготовки у виріб та забезпечити рівномірну та надійну якість продукту, заготовку, нагріту до встановленої температури, можна очистити перед екструзією (це називається гарячим очищенням), а потім швидко помістити в екструзійний барабан для екструзії. Водночас екструдовану прокладку слід підтримувати в чистоті, щоб запобігти прилипанню олії та бруду до прокладки під час процесу зняття надлишкового тиску після однієї екструзії та встановлення прокладки під час наступної екструзії.
Залежно від точності розмірів перерізу та допуску форми й положення, спеціальні прецизійні екструзії з алюмінієвих сплавів можна розділити на спеціальні прецизійні профілі з алюмінієвих сплавів та малі (мініатюрні) надвисокоточні профілі з алюмінієвих сплавів. Загалом, їхня точність перевищує національні стандарти (такі як GB, JIS, ASTM тощо). Надвисокоточні профілі називаються спеціальними прецизійними профілями з алюмінієвих сплавів, наприклад, допуск розмірів перевищує ±0,1 мм, допуск товщини стінки пошкодженої поверхні знаходиться в межах ±0,05 мм ~ ±0,03 мм для профілів та труб.
Коли його точність більш ніж удвічі перевищує національний стандарт надвисокої точності, його називають малим (мініатюрним) профілем з надвисокої точності з алюмінієвого сплаву, наприклад, з допуском форми ±0,09 мм, допуском товщини стінки ±0,03 мм ~ ±0,01 мм для малого (мініатюрного) профілю або труби.
3. Перспективи розвитку спеціальних прецизійних екструзійних матеріалів з алюмінію та алюмінієвих сплавів
У 2017 році виробництво та продаж алюмінієвих матеріалів для обробки у світі перевищили 6000 тис. тис. тонн/рік, з яких виробництво та продаж екструзійних матеріалів з алюмінію та алюмінієвих сплавів перевищили 25000 тис. тис. тонн/рік, що становить понад 40% від загального виробництва та продажу алюмінію. Алюмінієві екструдовані прутки середнього розміру становили 90%, з них загальні профілі та прутки, а також профілі малого та середнього розміру для цивільного будівництва становили понад 80% прутків, великі та середні профілі та спеціальні спеціальні профілі та прутки становили лише близько 15%. Труби становлять близько 8% екструдованого матеріалу з алюмінієвих сплавів, тоді як профільні труби та спеціальні спеціальні труби становлять лише близько 20% труб. З вищезазначеного видно, що найбільшим та найширшим виробництвом та продажем екструзійних матеріалів з алюмінію та алюмінієвих сплавів є профілі малого та середнього розміру для цивільного будівництва, загальні профілі та прутки та труби. А спеціальні профілі, прутки та труби становлять лише близько 15%, основними характеристиками такої продукції є: спеціальні функції або продуктивність; призначені для певної мети; Мають великий або малий розмір за специфікацією; мають надзвичайно високу точність розмірів або вимоги до поверхні. Отже, різноманітність більша, а партія менша, потрібно збільшити спеціальні процеси або додати спеціальне обладнання та інструменти, виробництво ускладнюється, а технічний склад високий, собівартість продукції зростає, а додана вартість збільшується.
З розвитком науки і техніки та постійним покращенням рівня життя людей висуваються все вищі вимоги до виробництва, якості та різноманітності екструзійних виробів з алюмінію та алюмінієвих сплавів, особливо в останні роки, поява персоналізації продукції сприяла розробці спеціальних профілів та труб з персоналізованими характеристиками та специфічним використанням.
Ультраточні профілі широко використовуються в електронних приладах, зв'язку, поштовому та телекомунікаційному обладнанні, прецизійному машинобудуванні, прецизійних приладах, слабострумовому обладнанні, аерокосмічній галузі, атомних підводних човнах та кораблях, автомобільній промисловості та інших галузях, де виготовляються дуже точні деталі з малими, тонкими стінками та розмірами перерізу. Зазвичай вимоги до допусків дуже суворі, наприклад, допуск на розмір контуру перерізу становить менше ±0,10 мм, а допуск на товщину стінки — менше ±0,05 мм. Крім того, допуски на площинність, скручування та інші допуски на форму та положення екструдованих виробів також дуже суворі. Крім того, в процесі екструзії спеціальних малих надточних профілів з алюмінієвого сплаву, обладнання, форма, процес є дуже суворими. Завдяки швидкому розвитку сучасної промисловості, передовим досягненням у галузі національної оборони, наукових досліджень та інших починань, а також підвищенню ступеня персоналізації, кількість, різноманітність та якість малих надточних профілів зростають. Хоча в останні роки було розроблено та вироблено багато високоякісних малих надточних профілів з алюмінієвих сплавів, вони все ще не можуть задовольнити потреби ринку. Зокрема, все ще існує великий розрив між вітчизняними технологіями та обладнанням для виробництва малих надточних профілів з алюмінієвих сплавів та передовим міжнародним рівнем, що не може задовольнити попит внутрішнього та зовнішнього ринку та потребує подальшого вдосконалення.
4. Висновок
Спеціальна прецизійна екструзія алюмінію та алюмінієвих сплавів (профілі та труби) має складну форму, тонку стінку, високі вимоги до допусків розмірів, точності форми та положення. Висока технічна складність, складне виробництво високоякісних матеріалів, що є незамінним ключовим матеріалом для національної економіки та національної оборони, має дуже широкий спектр використання та багатообіцяючі перспективи розвитку. Виробництво цього продукту має особливі вимоги до заготовок, інструментів, екструзійного обладнання та процесу екструзії, а також для отримання високоякісної продукції партіями необхідно вирішити низку ключових технічних проблем.
Під редакцією Мей Цзян з MAT Aluminum
Час публікації: 07 квітня 2024 р.



